
ROUND BILGE / SAIL
We have found 9 items matching your search query.
Back in the early 1980’s Tony Tucker developed a new method of round bilge
boatbuilding which did away with the complicated rolling and wheeling of traditional
methods. Traditional methods involved plates to be formed and shaped using rolling
and subsequently wheeling techniques. These techniques required very skilled hands
to obtain a fair structure.
The new technique only require a simple press, plus a little bit of skill and
experimentation from the fabricator. The fabricator could get a fair hull with only
a relatively short training and experimenting period. The new technique also changed
the traditional method of stiffening and framing of the shell. In traditional form
boats were almost totally framed transversely; the new method separates stiffening
of the shell plate and stiffening of the boat as a whole.
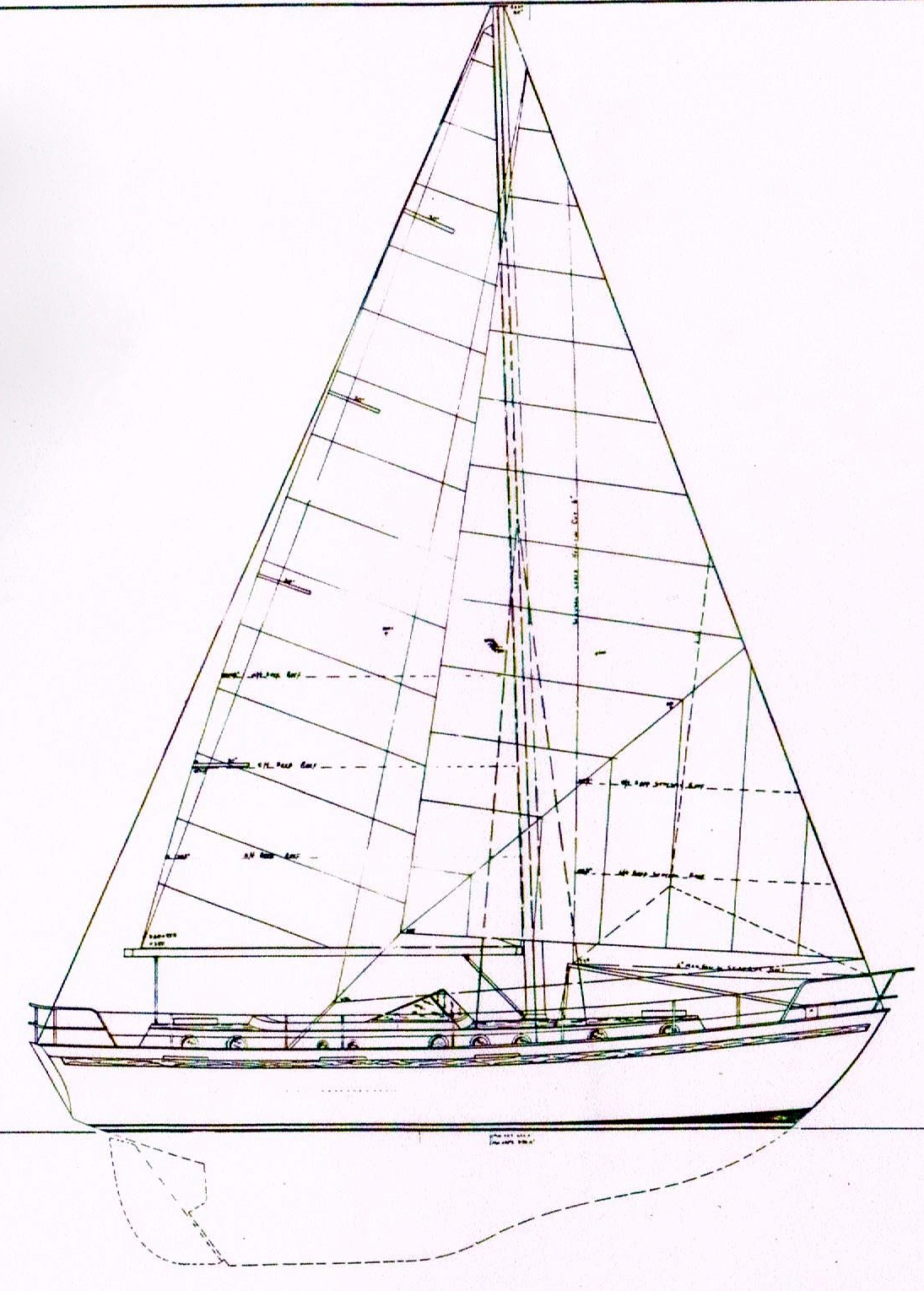
The boats are designed on a canoe bodied hull shape with an appended keel.
This is not intended for amateur boatbuilders but those experienced in building steel
yachts.
The building method involves setting up a simple framework onto which are placed
longitudinal T bars; the narrow (500-600mm wide) hull plates are slightly overpressed
in the bilge region and place at a diagonal angle from rebate to sheer,
starting amidships. Angle is determined by examination. Plates are then applied
working fore and aft profiling one edge as necessary. The shell is then fully welded
inside and out and the stringers stitch welded to the shell. The deck and
superstructure can then be built and fitted. Deck beams remain transverse. With
the deck on and the hull properly supported the building frames can be removed and
the transverse frames inserted. These normally coincide with the major bulkheads,
high stress areas and to support the keel structures.
The box keel is fabricated separately and can be finished and ballasted before
insertion into the hull, or the hull can be built on top. It is the policy of Tucker
Designs to allow the keel box to penetrate the hull thus a better connecting weld is
produced between the two and the keel floors can be directly connected to transverse
hull stiffeners. If bilge keels are fitted, in the majority of cases they will be
bolted through a flange and timber fairing pad to internal floors and bilge stringers.
The above is just a brief outline of the building method.
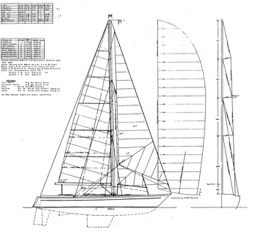
| LOA | 16.09m | 52'9'' | Beam | 4.44m | 14'7'' |

| LOA | 13.27m | 43'6'' | Beam | 4.10m | 13'6'' |

| LOA | 11.21m | 36'9'' | Beam | 3.54m | 11'7'' |
| LOA | 18.81m | 61'9'' | Beam | 5.14m | 16'11'' |

| LOA | l3.54m | 44'5'' | Beam | 4.03m | 13'3'' |

| LOA | l1.08m | 36'4'' | Beam | 3.46m | 11'4'' |

| LOA | l1.08m | 36'4'' | Beam | 3.46m | 11'4'' |
| LOA | l0.29m | 33'9'' | Beam | 3.46m | 11'4'' |